测量螺纹简单的方法(测内螺纹最简单的方法)
1.测内螺纹最简单的方法
深圳真尚有ThreadChecker是现有测量内螺纹的简单方法。
用电涡流传感器探头,DIN导轨式安装前置器组成内螺纹测量传感器:当把传感器插入标准孔里,传感器信号输出B被记录作为标准,当插入内螺纹时,传感器信号输出A高于标准值B。使用中取决于传感器直径与孔径之比,典型的比例是1:1.4或1:1.6。
以及螺纹种类,如用紧密螺纹提供的精确数据作为标准螺纹信号。因此,仪器需用标准孔进行校准,测量就会准确可靠。
仪器有自校准功能,操作简单。
2.测量螺纹需要测量哪些东西
螺纹测量有单项测量和综合测量两种方法。
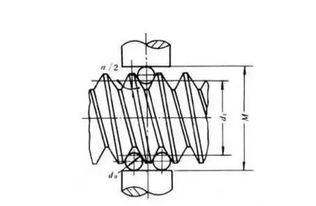
单项测量常用于测量螺纹的中径、螺距和牙形半角等参数。常用的圆柱螺纹中径测量方法有:①用螺纹千分尺测量。
②把3个具有相同直径的圆柱体──三针,放在螺纹牙槽中然后根据精度要求用千分尺、比较仪或测长仪(见测长机)测出Μ值,计算后即可得出被测螺纹中径值d1。③在工具显微镜上用影象法测量。
④在工具显微镜上用轴切法测量。
综合测量是检验螺纹的实际中径误差和折算中径误差来控制螺纹的旋合质量。折算中径误差是把螺距和牙形半角等的误差折算在中径方向上的误差。
3.如何检测螺纹
按照“ZBJ13002.1”紧固件测试方法 螺栓、螺钉、螺柱和螺母的尺寸与几何精度“标准抄的规定,外螺纹的有效长度的测量用符合GB1214规定的精度为0.02mm的游标袭卡尺从螺杆末端的长边起,测量至拧入螺纹(拧到螺纹的收尾处)的通端螺纹环规的端面的距离。
螺纹环规的内倒角不应包括知在内(实施中也可以采用去处内倒角的螺纹环规)。螺纹卡尺可测量道螺纹底径,螺纹规可测量螺距。
游标卡尺量几、颗牙尖距离之和除以牙数=牙距;螺距x牙数=长度。