qc培训课件(qc最基本的要培训什么)
1.qc最基本的要培训什么
QC即英文QUALITY CONTROL的简称,中文意义是质量控制,其在ISO8402:1994的定义是“为达到质量要求所采取的作业技术和活动”。
产品经过检验后再出货是质量管理最基本的要求。质量控制是为了通过监视质量形成过程,消除质量环上所有阶段引起不合格或不满意效果的因素。
以达到质量要求,获取经济效益,而采用的各种质量作业技术和活动。在企业领域,质量控制活动主要是企业内部的生产现场管理,它与有否合同无关,是指为达到和保持质量而进行控制的技术措施和管理措施方面的活动。
质量检验从属于质量控制,是质量控制的重要活动。 有些推行ISO9000的组织会设置这样一个部门或岗位,负责。
管新七大手法,也叫品管新七大工具,其作用主要是用较便捷的手法来解决一些管理上的问题,与原来的“旧”品管七大手法相比,它主要应用在中高层管理上,而旧七手法主要应用在具体的实际工作中。因此,新七大手法应用于一些管理体系比较严谨和管理水准比较高的公司。
一、起源 新旧七种工具都是由日本人总结出来的。日本人在提出旧七种工具推行并获得成功之后,1979年又提出新七种工具。
之所以称之为“七种工具”,是因为日本古代武士在出阵作战时,经常携带有七种武器,所谓七种工具就是沿用了七种武器。 有用的质量统计管理工具当然不止七种。
除了新旧七种工具以外,常用的工具还有实验设计、分布图、推移图等。 二、旧七种工具 QC旧七大手法指的是:检查表、层别法、柏拉图、因果图、散布图、直方图、管制图。
从某种意义上讲,推行QC七大手法的情况,一定程度上表明了公司管理的先进程度。这些手法的应用之成败,将成为公司升级市场的一个重要方面:几乎所有的OEM客户,都会把统计技术应用情况作为审核的重要方面,例如TDI、MOTOROLA等。
三、新七种工具 QC新七大手法指的是:关系图法、KJ法、系统图法、矩阵图法、矩阵数据分析法、PDPC法、网络图法。 相对而言,新七大手法在世界上的推广应用远不如旧七大手法,也从未成为顾客审核的重要方面。

2.求QC工作人员要了解的基本知识!满意加100分!!!
Cp:过程能力指数
公式=(USL-LSL)/6Q
USL:标准上限
LSL:标准下限
6Q:过程能力
u:过程中心
CPL:下限过程能力指数
公式=(u-LSL)/3Q
CPU:上限过程能力指数
公式=(USL-u)/3Q
CPK:实际过程能力指数
公式=min{CPL,CPU}
Cpk计算:(Cpk=1.33为最好),确定数据为正态、为稳态。
MSA:测量系统分析
这个要用6Q的Minitab软件来计算比较方便
DPU:单位产品缺数
公式=缺陷数/单位产品数
DPO:机会缺陷数
公式=缺陷数/(产品数*机会数)
RTY:流通合格率
公式=P1*P2*P3*。..
P过程合格率
影响Cpk的两个因素:
a、标准要求
b、平均值
抽样----是为了解决样本的代表性
----简单随机抽样:简单的随机抽样(SRS)。
----分层抽样:先分层,再选择抽样方式(抽样方式有等额、等比、最优)。
----聚类抽样:把样本均匀的分成几份,再随机抽取几小份,再抽取一定数量。
----系统抽样:每隔一定的间隔抽一次样(适合流水线,不适全周期性数据)。
----子群抽样:每隔多少时间抽一次样(不适全周期性数据)。供唬垛舅艹矫讹蝎番莽
QC四个阶段:P计划、D执行、C检查、A处理
这方面的东西太多建议你去买一些QC、六西格玛管理、质量管理等书籍看看才行。
3.QC七大手法的具体内容
适用对象:
TQC推动人员的圈长辅导员及相关人员
教材构成:
7卷录影带、讲师手册1本、学员手册1 本
影片重点:
在推行TQM的今天,如何使全公司上下各部门,
对品质管理的基本观念有正确的理解,是一件重要的事。
QC七大手法是一套易学、易懂又好用的管理改善工具。
学习目标:
1、吸收QC七手法的知识并应用。
2、在短期内就可以在工作场展开运用。
教材大纲:
数据与查检表
1、有关於数据的搜集与应用
2、查检表的制作与活用
3、QC七大手法的初步认识
柏拉图
1、柏拉图的相关知识
2、如何正确规划出柏拉图
3、如何利用柏拉图发现问题的重心
特性要因图
1、何谓特性要因图
2、特性要因图的制作方法
3、特性要因图使用
散布图
1、散布图基本知识的学习
2、如何制作散布图
3、散布图的使用方法
图表与管制图
1、一般常用图表的绘制和使用注意事项
2、何谓管制以及一般知识
3、如何研读管制图
直方图
1、直方图的一般知识
2、直方图的制作方法
3、如何应用直方图
层别法
1、认识层别法
2、层别法的对象和项目
3、层别法的使用
新:
适用对象:
品质管理推动人员、管理者、幕僚者、品管圈之相关人员
教材构成:
7卷录影带、讲师手册1本、学员手册5本
影片重点:
新QC七大手法,是将语言资料利用图形加以整理,用来解决问题的手法,举凡制造、事务、营业、服务、研究、开发等部门,都是可以活用的领域。
学习目标:
1、手法的KNOW-HOW。
2、成为一位具思考能力的优秀管理者及幕僚人员
3、知道在策略执行的过程中,如何评估、拟订更有效的计划。
教材大纲:
亲和图法
1、企业追求TQC重舶指向为何
2、新QC七大手法与TQC
3' 何谓亲和图法
4、亲和图法HOW TO
5' 亲和图法用途
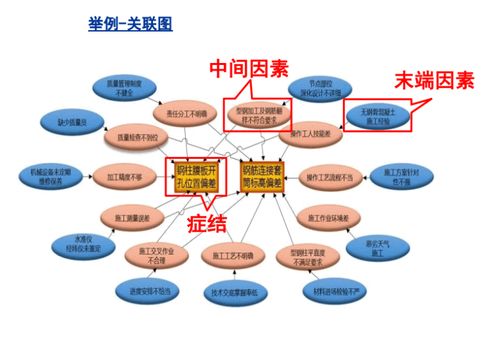
关连图法
1、何谓关连图法
2、关连图主要类型
3、关连图法特微
4、关连图法HOW TO
5、关连图法之优点
系统图法
1、系统图法基本概念
2、系统图法HOW TO
3' 系统图法使用重点
矩阵图法
1、何谓矩阵图法
2、矩阵图片的种类
3、矩阵图法优点
4、矩阵图HOW TO
5' 矩阵图法与系统图法之关系
矩解析法
1、何谓矩解析法
2、矩阵解析法HOW TO
3、注意事项
4、矩阵解析法的运用
PDPC法
1、PDPC法基本概念
2、POPC法HOW TO
3、POPC法之使用
箭形图解法
1、箭形图解法基本概念
2、箭形图解的表现方法
3、箭形图解法HOW TO
4、日程的计算
5、箭形图解法的优点
4.QC的基本常识?
一、规格不符 序号 缺陷 产生原因 1、规格超差——样板不准;裁剪下刀不准;绗棉时缝位超差。
二、缝制不良 2、针距超差——缝制时没有按工艺要求严格调整针距。 3、跳针——由于机械故障,间断性出现。
4、脱线——起、落针时没打回针;或严重浮线造成。 5、漏针——因疏忽大意漏缝;贴缝时下坎。
6、毛泄——拷边机出故障或漏拷;折光毛边时不严密,挖袋技术不过关,袋角毛泄。 7、浮面线——梭皮罗丝太松,或压线板太紧。
8、浮底线——压线板太松,或梭皮罗丝紧。 9、止口反吐——缝制技术差,没有按照工艺要求吐止口。
10、反翘——面子过紧;或缝制时面子放在上面造成。 11、起皱——没有按照缝件的厚薄调换针线;或缝合件有长短。
12、起绺纽——由于技术不过关缝纽了;缝合件不吻合。 13、双轨——缉单明线,断线后,接缝线时不在原线迹上;缝制贴件下坎后,补线时造成两条线迹。
14、双线不平行——由于技术不过关;或操作马虎造成双线宽窄不匀。 15、不顺直——缝位吃得多少不匀造成止口不顺直;技术差缉明线弯曲。
16、不平服——面里缝件没有理顺摸平;缝件不吻合;上下片松紧不一。 17、不方正——袋角、袋底、摆角、方领没有按90度缝制。
18、不圆顺——圆领、圆袋角、圆袖头、西服圆摆,由于缝制技术不过关出现细小楞角。 19、不对称——由于技术差或操作马虎,必须对称的部位有长短、高低、肥瘦、宽窄等误差。
20、吃势不匀——绱袖时在袖山部位由于吃势不均匀,造成袖山圆胖,或有细褶。 21、绱位歪斜——绱袖、绱领、定位点少于三个或定位不准。
22、对条、对格不准——裁剪时没有留清楚剪口位;或排料时没有严格对准条格;缝制时马虎,没有对准条格。 23、上坎、下坎——缝纫技术低或操作马虎,没有做到缉线始终在缝口一边。
24、针孔外露——裁剪时没有清除布边针孔;返工时没有掩盖拆孔。 25、领角起豆——缝制技术低;领角缝位清剪不合要求;折翻工艺不合要求;没有经过领角定型机压形。
26、零配件位置不准——缝制时没有按样衣或工艺单缝钉零配件。 27、唛牌错位——主唛、洗水唛没有按样衣或工艺单要求缝钉 三、污迹 28、笔迹——违反规定使用钢笔、圆珠笔编裁片号、工号、检验号。
29、油渍——缝制时机器漏油;在车间吃油食物。 30、粉迹——裁剪时没有清除划粉痕迹;缝制时用划粉定位造成。
31、印迹——裁剪时没有剪除布头印迹。 32、脏迹——生产环境不洁净,缝件堆放在地上;缝件转移时沾染;操作工上岗前没有洗手。
33、水印——色布缝件沾水裉色斑迹。 34、锈迹——金属钮扣,拉链,搭扣质量差生锈后沾在缝件上。
四、整烫 35、烫焦变色——烫斗温度太高,使织物烫焦变色(特别是化纤织物) 36、极光——没有使用蒸气熨烫,用电熨斗没有垫水布造成局部发亮。 37、死迹——烫面没有摸平,烫出不可回复的折迹。
38、漏烫——工作马虎,大面积没有过烫。 五、线头 39、死线头——后整理修剪不净。
40、活线头——修剪后的线头粘在成衣上,没有清除。 六、其它 41、倒顺毛——裁剪排料差错;缝制小件与大件毛向不一致。
42、做反布面——缝纫工不会识别正反面,使布面做反。 43、裁片同向——对称的裁片,由于裁剪排料差错,裁成一种方向。
44、疵点超差——面料疵点多,排料时没有剔除,造成重要部位有疵点,次要部位的疵点超过允许数量。 45、扣位不准——扣位板出现高低或扣档不匀等差错。
46、扣眼歪斜——锁眼工操作马虎,没有摆正衣片,造成扣眼横不平,坚不直。 47、色差——面料质量差,裁剪时搭包,编号出差错,缝制时对错编号,有质量色差没有换片。
48、破损——剪修线头,返工拆线和洗水时不慎造成。 49、脱胶——粘合衬质量不好;粘合时温度不够或压力不够,时间不够。
50、起泡——粘合衬质量不好;烫板不平或没有垫烫毯。 51、渗胶——粘合衬质量不好;粘胶有黄色,烫斗温度过高,使面料泛黄。
52、套结不准——套结工没有按工艺要求摆正位置。 53、钉扣不牢——钉扣机出现故障造成。
54、四合扣松紧不宜——四合扣质量造成。 55、折衣不合格——没有按工艺要求(或客户要求)折衣。
56、衣、袋规格不符——包装工操作马虎,将成衣装错包装塑料袋。 57、丢工缺件——缝纫工工作疏忽,忘记安装各种装饰绊,装饰纽或者漏缝某一部位,包装工忘了挂吊牌和备用扣等。
58、装箱搭配差错——包装工工作马虎,没有严格按装箱单搭配装箱。 59、箱内数量不足——打下的次品过多,没有合格品补足造成尾箱缺数。
60、外箱唛头印错——外贸部门提供的唛头有错;生产厂家辨别英语出错。
5.QC的相关知识
QC 是 Quality Control
指检验,在质量管理发展史上先出现了“QC”,产品经过检验后再出货是质量管理最基本的要求。QC的工作主要是产成品,原辅材料等的检验,QA是对整个公司的一个质量保证,包括成品,原辅料等的放行,质量管理体系正常运行等.
QC最重要的职责在于对制成品(主要包括Raw material,in-process goods,finish goods,In-process audit)的监控,侧重于通过Sample Inspection来Detect defect.
一般指工厂的检验员之类的。
6.关于公司QC培训需要涉及到那些内容
恭喜你,成为企业内部讲师了!
如何进行培训,要看对像,与你所讲的内容,还有你本人.
因此,
培训对像:QC检验员
培训内容:培训工作职责与流程,检验标准,常出现的错误,QC检验方法与技巧
培训者:就是你
这种情况下的培训如何做得更好.
建议:
首先你理下你的思路,你的培训主题,你的同事他们需要什么,中间的差距是怎样?他们适用于哪些方式?他们中哪些是问题学员(爱挑刺,破坏课堂氛围的)
做到你心中有数,
然后你听听看你的学员(也就是你的同事)他们对工作职责,工作流程,检验要领,检测标准,有哪些不清楚,有哪些有误?与大家的沟通,一方面印证你的想法,另一方面这种沟通也是一种培训与学习,与你,你的同事都是.
有了以上的基础后,你再回忆下以前工作中的情景,或发生在其它同事身上的故事,如漏检,或抽样等案例,前车之鉴,可以参考的.
第四步,你开始要做你的课程的纲要了,内容与时间分配,看是否中间设计点参与的娱乐活动.
第五步,收集整理资料(QC员的工作职责与流程,即工作内容,最好参考公司的职位说明书,看是否有不一致的地方,)并变成PPT,设置动画放映,记忆你讲义,把变成你授课与同事的方式,语言要简洁.
第六步,PPT进行修改与删减,符合逻辑,并具有趣味.
内容准备好了,你需要思考下你的开头与结尾的方式了.
这中间的培训方法很多,
图片案例说明(需要你平时下功夫收集了),
引经据典(比如你也可拿IPC610之类的标准与依据等)
用参与式培训法,小组讨论发表,(比如,你可以把你培训的要点整理成几个问题,先做简要现像说明,然后分组进行讨论,大家把想法写在大白纸上进行发表,然后小组进行点评与补充,最后你做问题小结,表明一个正确的方向)
7.QC怎样学习全面知识
根据工作性质和内容的不同,QC小组大致可以分为五种类型:
(1)现场型:主要以班组、工序、服务现场职工为主组成,以稳定工序,改进产品质量,降低物质消耗,提高服务质量为目的。
(2)攻关型。一般由主管、工程技术人员和员工三结合组成,以解决有一定难度的质量关键为目的。
(3)管理型。以管理人员为主组成,以提高工作质量,改善与解决管理中的问题,提高管理水平为目的。
(4)服务型。由从事服务性工作的员工组成,以提高服务质量,推动服务工作标准化、程序化、科学化、提高经济效益和社会效益为目的。
(5)创新性。由科研人员、设计人员、技术人员为主组成,通常是运用新的思维方式、创新的方法,开发新产品、新方法、新工具,以科研创新为目的。
8.怎样学习QC初级工程师的课程,在哪里可以买到教材
学习的话可以参加个培训,初级不是很难的,所以也可以自学。至于教材,一般新华书店或其他书店很少有卖的,不过你可以去相关培训机构看看,只订购教材,不参加培训。我把培训机构列出培训大纲贴出,希望对你有用:
质量工程师培训课程涉及到以下内容:
1)《质量专业综合知识》:质量管理概论、供应商质量控制与顾客关系管理、质量管理体系、质量检验、计量基础及模拟试题、解析;
2)《质量专业理论与实务》:概率统计基础知识、概率统计基础知识/回归分析、常用统计技术、抽样检验、统计过程控制、可靠性基础知识、质量改进及模拟试题、解析;
“机械类的QC,QA,包裹检验,查找问题,解决机械加工中的问题”,你所说的上述问题也比较具体,所以这就要你熟练的掌握所学的质量专业知识手法,去灵活运用在平时的生产工作中了。