铣削时的进给量表示方法(铣削的进给量的有哪几种表达和度量的方法)
1.铣削的进给量的有哪几种表达和度量的方法
铣削时,同一次走刀,只有一个进给量。
需求不同、计量单位不同,同一个进给量可能会有三种表达方法。
理论分析用时,按每齿进给量来表达,用Fz来表示。例如:Fz=0.05(毫米/齿)。由于铣刀的齿数各有不同,所以刀具每一转的进给量Ft=FzXZ(毫米/转),Z表示铣刀的齿数。例如Z=10,那么上例的Ft=0.05X10=0.5(毫米/转)。
铣床给定进给量时,是按每分钟多少毫米来计的,那么有每分钟的进给量Fn=FtXn(毫米/分钟),n表示机床主轴(即铣刀)的转速。
如上例中如果主轴转速200转/分钟,那么每分钟进给量Fn=200X0.5=100(毫米/分钟)。
归纳一下:Ft=FzXZ;Fn=Ftxn=FzxZxn。
扩展资料:
铣削按其结构分类
台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
参考资料:百度百科-铣削
2.铣削的进给量的有哪几种表达和度量的方法
铣削时,同一次走刀,只有一个进给量。
需求不同、计量单位不同,同一个进给量可能会有三种表达方法。理论分析用时,按每齿进给量来表达,用Fz来表示。
例如:Fz=0.05(毫米/齿)。由于铣刀的齿数各有不同,所以刀具每一转的进给量Ft=FzXZ(毫米/转),Z表示铣刀的齿数。
例如Z=10,那么上例的Ft=0.05X10=0.5(毫米/转)。铣床给定进给量时,是按每分钟多少毫米来计的,那么有每分钟的进给量Fn=FtXn(毫米/分钟),n表示机床主轴(即铣刀)的转速。
如上例中如果主轴转速200转/分钟,那么每分钟进给量Fn=200X0.5=100(毫米/分钟)。归纳一下:Ft=FzXZ;Fn=Ftxn=FzxZxn。
扩展资料:铣削按其结构分类台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。参考资料:百度百科-铣削。
3.简述进给量的四种表示方法
书上就有啊。。
进给量:在主运动一个循环或单位时间内,刀具与工件之间沿进给运动方向相对移动的距离。刨削进给量以mm/str表示
背吃刀量:一般为待加工表面和已加工表面之间的垂直距离,钻孔时为孔径尺寸的一半;单位均为mm
and善用搜索引擎
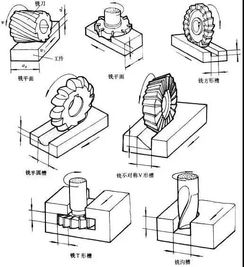
用旋转的铣刀作为刀具的切削加工。铣削一般在铣床或镗床上进行﹐适于加工平面﹑沟槽﹑各种成形面(如花键﹑齿轮和螺纹)和模具的特殊形面等。铣削的特征是﹕铣刀各刀齿周期性地参与间断切削﹔每个刀齿在切削过程中的切削厚度是变化的。图1 几种常见的铣削方式 是几种常见的铣削加工方式。
切削速度v(米/分)是铣刀刃的圆周速度。铣削进给量有3种表示方式﹕每分钟进给量vf(毫米/分)﹐表示工件每分钟相对于铣刀的位移量﹔每转进给量f(毫米/转)﹐表示在铣刀每转一转时与工件的相对位移量﹔每齿进给量af(毫米/齿)﹐表示铣刀每转过一个刀齿的时间内工件的相对位移量。铣削深度ap(毫米)是在平行于铣刀轴心线方向测量的铣刀与工件的接触长度。铣削切削弧深度ae(毫米)是垂直于铣刀轴心线方向测量的铣刀与工件接触弧的深度。用高速钢铣刀铣削中碳钢的切削速度一般为20~30米/分﹔用硬质合金铣刀可达60~90米/分。
铣削一般分周铣和端铣两种方式。周铣
(图2 两种周铣方式 )是用刀体圆周上的刀齿铣削﹐其周边刃起切削作用﹐铣刀的轴线平行于工件的加工表面。端铣(图3 三种端铣方式 )是用刀体端面上的刀齿铣削﹐周边刃与端面刃同时起切削作用﹐铣刀的轴线垂直于一个加工表面。周铣和某些不对称的端铣又有逆铣和顺铣之分。凡刀刃切削方向与工件的进给运动方向相反的称为逆铣﹔方向相同的称为顺铣。逆铣时﹐铣刀每齿的切削厚度是从零逐渐增大﹐所以刀齿在开始切入时﹐将与切削表面发生挤压和滑擦﹐这对铣刀寿命和铣削工件的表面质量都有不利影响。顺铣时的情况正相反﹐所以顺铣能提高铣刀寿命和铣削表面质量﹐并能减小机床的功率消耗。但顺铣时铣刀所受的切削冲击力较大﹐当机床的进给传动机构有间隙或铸锻毛坯有硬皮时不宜采用顺铣﹐以免引起振动和损坏刀具。
铣刀是一种多齿刀具﹐同时参与切削的切削刃总长度较长﹐并可使用较高的切削速度﹐又无空行程﹐故在一般情况下铣削的生产率比用单刃刀具的切削加工(如刨削﹑插削)为高﹐但铣刀的制造和刃磨较为困难。
4.铣床的铣削速度和进给量的计算方法
铣床的铣削速度和进给量的计算是有相应公式的。
铣削速度:V=(πxDxN)/1000(m/min)
进给量:F=fxZxN(mm/min)
f=F/(ZxN) mm/tooth
π=3.14 V切削速度(m/min) D刀具直径(mm) N主轴转速 F工作台进给(mm/min) f每齿进给量(mm/tooth) Z齿数
切削速度又叫线速度就是,铣刀盘在1min内,以一个点为基准,划过了多长的距离.
例如,直径100mm的铣刀,1min旋转500转.那么这个刀具的面速度(线速度)
也就是,100x3.14x500/1000=157m/min
157就是它的线速度. 线速度值取决于刀具材质与工件材质,一般是要刀具供应商提供的数值为准。
扩展资料:
高速切削技术在中国国内起步较晚,20世纪80年代中期开始研究陶瓷刀具高速切削淬硬钢并在生产中应用,其后引起对高速切削加工的普遍关注,截至2012年5月,主要还是以高速钢、硬质合金刀具为主,硬质合金刀具切削速度≤100~200m/min,高速钢刀具在40m/min以内。
但在汽车、模具、航空和工程机械制造业进口了一大批数控机床和加工中心,中国国内也生产了一批数控机床,随着高速切削的深入研究,这些行业有的已逐步应用高速切削加工技术,并取得很好的经济效益。
传统加工时,进给速度受切削速度和工艺系统刚性的限制,一般取值较小;但是在高速加工方式下,因为切削速度的提高,切削力与切削热反而降低,这使得在加工较小残残留材料时,可以选用较大的进给速度。
同时,较大的进给速度还可以有效的防止因高切削速度而引起的工件表面和刀具烧伤、积屑瘤和加工硬化等问题。
比如在使用直径为10mm的TiAlN涂层材料的球头立铣刀加工硬度为40HRC的预硬钢,当主轴转速达到12000r/min时,进给速度可以高达2500mm/min。在一些刀具直径更小,主轴转速更高的场合,进给速度还可以取更高的数值。然而进给速度也不是越大越好,因为过高的进给速度会使工件的表面加工质量下降。
铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。
铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刃断续切削,因而铣床的生产率较高。简单来说,铣床可以对工件进行铣削、钻削和镗孔加工的机床。
参考资料:百度百科——切削速度