电焊技巧及(电焊操作注意事项有哪些)
1.电焊操作注意事项有哪些
电焊机使用过程中不允许超载,否则将会因过热而烧毁电焊机或造成火灾;超载造成绝缘损坏,还可能引起漏电而发生触电事故。
(1)焊接前,应先检查焊机设备和工具是否安全,如焊机接地及各接线点接触是否良好,焊接电缆绝缘外套有无破损等。
(2)在设备上进行焊接前,应先把设备的接地或接零线拆掉,焊接完后再恢复。
(3)进行电焊作业前,应检查作业环境,清除危险有害因素和设置监护人员。当附近有其他人员和有关设施时,应采用屏护和安全间隔等,保证作业安全。需在高处焊接作业时,必须挂好安全带。
(4)更换焊条时,焊工应戴绝缘手套。
(5)在金属容器内、金属结构上及其他狭小工作场所焊接时,触电的危险性最大,必须采取专门的防护措施。如采用垫橡皮垫,戴皮手套,穿绝缘鞋等,以保障焊工身体与焊件间绝缘。禁止使用简易无绝缘外壳的电焊钳。
(6)改变焊机接头,更换焊件需要改接二次回路时,应选择转移工作地点、焊机检修暂停工作或下班等,且必须切断电源后方可进行操作。
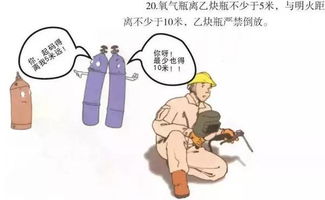
(7)焊机应设置在防雨和通风良好的地方。焊接现场不准堆放易燃易爆物品。
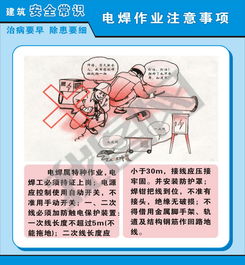
(8)交流弧焊机一次侧电源线必须绝缘良好,不得随地拖拉,长度应不大于5m,进线处必须设置防护罩。
(9)焊机二次接线宜采用YHS型橡皮护套、铜芯多股软电缆,电缆的长度应不大于30m。
(10)根据施工需要,电焊机宜按区域或标高层集中设置,并应编号。
(11)布置在室外的电焊机应设置在干燥场所,并设棚遮蔽。
(12)电焊机的外壳应可靠接地,不得多台串联接地。
(13)电焊机各线卷对电焊机外壳的热态绝缘电阻值不得小于0.4MΩ。
(14)电焊机的裸露导电部分和转动部分应装安全保护罩,直流电焊机的调节器被拆下后,机壳上露出的孔洞应加设保护罩。
(15)电焊机的电源开关应单独设置,直流电焊机的电源应采用启动器控制。
2.电焊的实用技巧
第1章 电工检修焊、粘、堵修复技巧
1-1 焊
1-1-1 用炭精粉熔焊法焊接导线
1-1-2 用电阻焊焊接异步电动机转子引出线接头
1-1-3 10mm2及以下的单股铝线电阻焊接法
1-1-4 用交流电焊机焊接小截面铝芯导线的方法
1-1-5 铜麻股线施工时的快速焊接法
1-1-6 电视机室外天线馈线、广播喇叭线等导线断头焊接简法
1-1-7 电熨斗电热丝断头焊接简法
1-1-8 矿井窄轨电气连接方法
1-1-9 铝线电机修理中的碳模电阻熔焊法
1-1-10 鼠笼式电动机转子断条的简便修理法
1-1-11 绕线型电动机转子并头套开焊的修理
1-1-12 电钻转子线圈的焊接
1-1-13 快速焊接换向器铜头的方法
1-1-14 三相异步电动机轴颈的补损
1-1-15 大电流接触器触头发热的解决办法
1-1-16 银片触头的气焊
1-1-17 低压大电流电机铝芯电源线接头发热的处理
1-1-18 铅包油浸纸绝缘电力电缆接头封焊技术的操作
1-1-19 电机的轴承外圈焊薄锡解决端盖轴承室内圆被磨损后轴承配合松动问题
1-1-20 热电偶采用电焊机焊接修复的方法
1-1-21 铝件焊接实用方法六则
1-1-22 用电切割磁棒的方法
第1章 电工检修焊、粘、堵修复技巧
1-1 焊
1-1-1 用炭精粉熔焊法焊接导线
1-1-2 用电阻焊焊接异步电动机转子引出线接头
1-1-3 10mm2及以下的单股铝线电阻焊接法
1-1-4 用交流电焊机焊接小截面铝芯导线的方法
1-1-5 铜麻股线施工时的快速焊接法
1-1-6 电视机室外天线馈线、广播喇叭线等导线断头焊接简法
1-1-7 电熨斗电热丝断头焊接简法
1-1-8 矿井窄轨电气连接方法
1-1-9 铝线电机修理中的碳模电阻熔焊法
1-1-10 鼠笼式电动机转子断条的简便修理法
1-1-11 绕线型电动机转子并头套开焊的修理
1-1-12 电钻转子线圈的焊接
1-1-13 快速焊接换向器铜头的方法
1-1-14 三相异步电动机轴颈的补损
1-1-15 大电流接触器触头发热的解决办法
1-1-16 银片触头的气焊
1-1-17 低压大电流电机铝芯电源线接头发热的处理
1-1-18 铅包油浸纸绝缘电力电缆接头封焊技术的操作
1-1-19 电机的轴承外圈焊薄锡解决端盖轴承室内圆被磨损后轴承配合松动问题
1-1-20 热电偶采用电焊机焊接修复的方法
1-1-21 铝件焊接实用方法六则
1-1-22 用电切割磁棒的方法
1-1-23 自制焊铝的焊药补铝件的方法
1-1-24 提高BX1-300型交流弧焊机空载电压的简易方法
3.焊电焊有什么技巧?
焊件表面须干净和保持烙铁头清洁。焊锡量要合适,不要用过量的焊剂。过量的焊剂不仅增加了焊后清洗的工作量,延长了工作时间,而且当加热不足时,会造成“夹渣”现象。合适的焊剂是熔化时仅能浸湿将要形成的焊点,不要流到元件面或插孔里。
采用正确的加热方法和合适的加热时间。加热时要靠增加接触面积加快传热,不要用烙铁对焊件加力,因为这样不但加速了烙铁头的损耗,还会对元器件造成损坏或产生不易察觉的隐患。
要让烙铁头与焊件形成面接触而不是点或线接触,还应让焊件上需要焊锡浸润的部分受热均匀。加热时还应根据操作要求选择合适的加热时间,整个过程以2~3秒为宜。
加热时间太长,温度太高容易使元器件损坏,焊点发白,甚至造成印刷线路板上铜箔脱落;而加热时间太短,则焊锡流动性差,很容易凝固,使焊点成"豆腐渣"状。
焊件要固定在焊锡凝固之前不要使焊件移动或振动,否则会造成"冷焊",使焊点内部结构疏松,强度降低,导电性差。
烙铁撤离有讲究,不要用烙铁头作为运载焊料的工具。烙铁撤离要及时,而且撤离时的角度和方向对焊点的形成有一定的关系,一般烙铁轴向45°撒离为宜。
烙铁头温度一般都在300多°C,焊锡丝中的助焊剂在高温下容易分解失效,所以用烙铁头作为运载焊料的工具,很容易造成焊料的氧化,焊剂的挥发;在调试或维修工作中,不得己用烙铁头沾焊锡焊接时,动作要迅速敏捷,防止氧化造成劣质焊点。
扩展资料:
注意事项:
1、发现烙铁柄松动要及时拧紧,否则容易把电源线与烙铁芯的引出线柱之间的连接线头绞断,发生脱落或短路;发现烙铁头松动要及时紧固;不准甩动使用中的电烙铁,以免焊锡溅出伤人。
2、更换烙铁芯时,要注意电烙铁内部的三根线,其中一根是接地线,该接地线是与三芯插头及外壳相连的,不可接错;长时间不使用电烙铁,应取下电源插头,而切断电源。
3、一般电烙铁的工作电压是220V,使用时一定要注意安全,经常检查电烙铁的电源线有否损坏,如有损坏应及时更换或用绝缘胶布包好损伤处。
4、电烙铁需安装接地线配三芯插头,使其外壳良好接地,确保安全。
5、定期检测电烙铁温度及接地线应达至要求。
参考资料:搜狗百科-焊接操作
4.电焊有哪些技巧
电焊有哪些技巧:焊接有以下技巧:1。
首先说焊接有一百多种焊接方式,主要有手工电焊(就是烧焊条的那种);有电阻碰焊;气保熔接焊(二氧化碳和氩弧焊等);火焰焊;超声波焊,摩擦焊等。2。
比较常用的焊接技术是:氩弧焊,二氧化碳焊接和手工电焊。都需要经过正规的焊接培训后取得焊工证方可上岗操作。
3。因为有一定的技术性和技能要求,不同水平的焊工所焊接产品的效果和质量区别较大。
真正高水平的焊工(国家一级)工资是很高的。4·电焊是看着简单做起来难。
炼习应该从平焊开始,平角焊,立焊,立角焊,仰焊一步步来。在焊的时候心要平静手不要抖先蹲着焊身体稳手才稳,仔细感觉手不动的时候能感觉到焊条在减短。
焊东西一定要烧透,不然会开焊的多练练一般都是45度夹焊接条,带着面罩焊也看不见具体喊道好坏,只有敲开药皮才知道好坏,感觉很重要。先找板子点焊跑焊忘前送焊条往后拉焊条焊透气自己看找感觉。
焊工是门很好的技术,但要成为好焊工的确需要勤学苦练。多向有经验的师傅请教。
5.电焊技术,注意事项,和操作技巧
焊接电流的选择1)根据焊条种类等因素选择合适的焊接电流值 据板厚、焊条直径、选择焊接电流 电流与板厚、焊丝直径成正比。
I=(35-55)d其中d是焊条直径。例如焊条直径为4mm,那么焊接电流值在140-220A之间进行选择。
2)根据焊法位置选择焊接电流:140A(仰焊缝)140-160A(立对接 横对接)180A以上(平对接)如果是全位置焊接(包括平、横、立、仰各种位置)选择的焊接电流值应该是全能电流值,一般取立焊电流值。而焊接水平固定管子对接时采用的是全位置焊接电流,一般取立对接的焊接电流值。
3)根据焊接层次选择电流值:一般打底层采用较小电流值,填充层采用较大电流值,而盖面层电流值相对减小。例如焊接平对接,一般开坡口采用多层多道焊,打底层采用150A电流,而填充层可以采用180—200A电流值。
盖面层采用减小10-15A的电流值,保证成型美观,没有咬边等焊接缺陷。4) 根据焊条种类与运条方法选择焊接电流值:1根据焊条种类选择:I酸>I碱>I不锈钢。
酸性焊条使用电流值最大,当焊条直径为4mm时,焊接平对接的填充层可以使用180A电流,但是在使用碱性焊条是同样的焊条直径,但是焊接电流要小20A.即160A焊接电流值。如果采用A137不锈钢焊条焊接。
焊接电流要小20%,即140A左右。否着焊接到一半时发生焊条发红而药皮脱落现象。
2 根据运条方法选择:抹弧法一般采用小电流值,而挑弧法采用稍大电流值。立对接与立角焊时,采用Ф4碱性焊条年抹弧法120A,而挑弧法可以采用135A.5)根据生产经验选择焊接电流:看飞溅,焊接电流大致使电弧力增大,飞溅大;焊接电流小时电弧力小,熔渣与铁水不易分清。
看焊缝成型:焊接电流大容易咬边,余高小;焊接电流小,焊缝窄而高。看焊条熔化状况:焊接电流大,焊条熔化快而发红,焊接电流小容易粘弧。
6.电焊的基础和技巧有哪些
原发布者:极光770130nice
我也是电工,改行焊工,焊工太累,但很充实,电工有时闲的蛋疼,想学电焊,我给说诀窍,我最烦的就是会焊他还装b,要么不说。。要说就不要误人子弟,这是人平问题。刚学--就点焊,点焊电流大点,条电流技巧,,就以电流中间数为数比如最大400安。交流焊机---你调到中间在往上摇一半(大概也就300安左右,摇到头也能点)就好了点焊这个电流通吃,,除非薄铁皮,我说的是4个的焊条,3.2的中间往回摇点,焊机不一样电流也不一样,点焊的时间,一般自己默数3下,,3秒也可以,,看电流大小了。我点焊什么电流都可以但就是不能小,电流如果大的很就2秒就可以,刚开始点一个点敲开看看,在点下一个。点完在收的时候把头挑一下火风让火风把焊渣吹到上边,,一般最后一秒才挑,在平焊的时候时不时的动一下手腕向上挑火风,高手焊一般不动手腕,他在看到焊渣留到铁水前面的时候或者手腕时间太长想动一动的时候才挑一下,人都懒!看个人习惯,直流焊机--点焊电流4个焊条200就可以了时间3秒300安在大就2秒,不用抬手吹火风,直流焊机有2个调节按钮,,上面的或第一个,是挑电流的,地2个是调火风大小,也就是火风大小,你把他挑到0或者挑到最大你比较一下就明白了,他的作用就是吹渣子,一般半新的直流焊机他的这个功能就不可以调节了,也就是没用,,刚学要知道的。平焊为什么手把要斜45度,,那就是为了吹火风方便,不用你一挑一挑的,刚开始还是挑挑,跳跳更健康。平焊的时候随着焊条融化随着走,不
7.电焊技术要领
焊条与工件之间的角度要均匀 电流要适当
焊接时还要知道要焊接的工件是什么材质,铸铁有铸铁焊条,45#纲要用502或是506。。。。。。要不然不是焊不上就是焊了就炸开了。
看得清楚焊条熔化后的铁水对学电焊有很大的帮助,学得也会更快。
建议你是别人烧电焊的时候拿个面罩看看别人是怎么烧的,电焊其实很容易上手的。
8.电焊技术,注意事项,和操作技巧
焊接电流的选择 1)根据焊条种类等因素选择合适的焊接电流值 据板厚、焊条直径、选择焊接电流 电流与板厚、焊丝直径成正比。
I=(35-55)d 其中d是焊条直径。例如焊条直径为4mm,那么焊接电流值在140-220A之间进行选择。
2)根据焊法位置选择焊接电流:140A(仰焊缝)140-160A(立对接 横对接)180A以上(平对接) 如果是全位置焊接(包括平、横、立、仰各种位置)选择的焊接电流值应该是全能电流值,一般取立焊电流值。而焊接水平固定管子对接时采用的是全位置焊接电流,一般取立对接的焊接电流值。
3)根据焊接层次选择电流值:一般打底层采用较小电流值,填充层采用较大电流值,而盖面层电流值相对减小。例如焊接平对接,一般开坡口采用多层多道焊,打底层采用150A电流,而填充层可以采用180—200A电流值。
盖面层采用减小10-15A的电流值,保证成型美观,没有咬边等焊接缺陷。 4) 根据焊条种类与运条方法选择焊接电流值: 1根据焊条种类选择:I酸>I碱>I不锈钢。
酸性焊条使用电流值最大,当焊条直径为4mm时,焊接平对接的填充层可以使用180A电流,但是在使用碱性焊条是同样的焊条直径,但是焊接电流要小20A.即160A焊接电流值。如果采用A137不锈钢焊条焊接。
焊接电流要小20%,即140A左右。否着焊接到一半时发生焊条发红而药皮脱落现象。
2 根据运条方法选择:抹弧法一般采用小电流值,而挑弧法采用稍大电流值。立对接与立角焊时,采用Ф4碱性焊条年抹弧法120A,而挑弧法可以采用135A. 5)根据生产经验选择焊接电流:看飞溅,焊接电流大致使电弧力增大,飞溅大;焊接电流小时电弧力小,熔渣与铁水不易分清。
看焊缝成型:焊接电流大容易咬边,余高小;焊接电流小,焊缝窄而高。看焊条熔化状况:焊接电流大,焊条熔化快而发红,焊接电流小容易粘弧。